Explore our heavy-duty, high-performance airport vehicles and luggage transportation machinery engineered for operational resilience.

Specially sealed structural frames and weather-resistant canvas designed to protect heavy volumes of passenger baggage in harsh environments.
Learn More
Aviation-grade towable equipment featuring heavy-duty chassis components and long-duration operational life cycles under intense turnaround timelines.
Learn More
Stainless steel potable water reservoir and high-hygiene delivery system compliant with global aviation food safety guidelines.
Learn More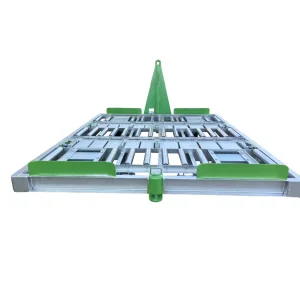
Optimized heavy payload dollies built with high-quality bearings and robust structural steel frames for airport cargo transfers.
Learn More
Designed for cold-climate regions, providing efficient, highly-regulated hot air flow directly into the aircraft cabin.
Learn More
Advanced high-capacity industrial design built for seamless ground operational compatibility with major passenger airliners.
Learn More
Zero-emission electric drive system paired with an ergonomic and hygienic waste extraction control panel.
Learn More
High-torque heavy towing solution designed to maneuver massive commercial aircraft safely along busy tarmac layouts.
Learn MoreIn the highly competitive aviation sector, turnaround efficiency directly correlates with airline profitability and airport passenger throughput. Towable conveyor belt loaders represent the critical link between the baggage sorting hall and the aircraft belly hold. Aviation procurement directors are moving away from simple diesel drives toward reliable, low-emission, and modular towable conveyor belt systems. Modern procurement parameters require GSE that minimizes fleet downtime, lowers the Total Cost of Ownership (TCO), and adheres strictly to environmental mandates like the EU Stage V emissions standards or the FAA’s Voluntary Airport Low Emissions (VALE) program.
The global demand exhibits strong geographic variation. European and North American hubs prioritize electric or zero-emission towable conveyor solutions due to strict localized carbon penalties and noise ordinances near urban centers. Conversely, rapid airport expansions across Latin America, the Middle East, and Asia-Pacific require ruggedized designs capable of withstanding extreme temperatures (ranging from -40°C in remote northern zones to +55°C in desert climates) without degrading battery capacity or hydraulic performance.
"Procurement directors must calculate GSE value not merely by initial acquisition cost, but through the lens of continuous operational availability, parts interchangeability, and safety interlocks that prevent multi-million-dollar fuselage damage incidents."
Airports are facing acute labor shortages combined with surging passenger volumes. To solve this dilemma, GSE manufacturers are delivering macro-level fleet integration. Custom towable conveyor systems are now equipped with telemetry modules that feed real-time battery status, motor wear, and collision metrics back to central Operations Control Centers (OCC). This allows predictive maintenance schedules to preempt unexpected ramp failures during critical loading cycles. Furthermore, ergonomically designed control systems at the boom-end reduce physical operator strain, directly minimizing occupational injuries and stabilizing ground handler retention rates.
Detailed breakdown of specialized GSE categories engineered to sustain peak performance across high-frequency operations.

Composed of heavy-duty chassis, high-capacity oil tanks, pumping, and metering systems with self-circulation and safety filtration controls.
Industrial Grade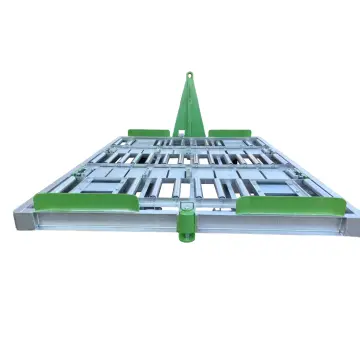
Features structural steel construction, multi-directional heavy rollers, and fail-safe dual-brake linkages for efficient cargo handling.
High Payload Capacity
Specially manufactured to transport airline standard Unit Load Devices (ULD). Equipped with secure locking mechanisms and wear-resistant rollers.
ULD Secure Systems
Heavy-duty protective transport containers engineered with anti-corrosion galvanized panels to keep client baggage secure under heavy downpours.
Weather-Proof Shield
Scissor-lift cargo container with food-grade internal storage surfaces, designed to cater narrow-body and wide-body commercial fleets safely.
Smart Scissor Lift
Pre-Conditioned Air (PCA) equipment providing temperature-regulated air to parked aircraft, reducing the need for costly APU operations.
Eco-Friendly Cooling
Ergonomically designed self-propelled stairs with anti-slip surfaces and modern visual sensors to align perfectly with cabin doors.
Premium Access Systems
Supplies constant 400Hz AC or 28.5V DC electrical power to the aircraft ground grid, eliminating continuous auxiliary engine fuel burn.
Steady Power FeedThe global ground support machinery industry is undergoing its most significant transition since the invention of the hydraulic boom. Manufacturers are following a strict three-tier technological roadmap: electrification, digitalization, and automation. Over the next decade, internal combustion conveyor systems will be largely replaced by high-voltage Lithium Iron Phosphate (LiFePO4) systems. The shift is not only environmental; the efficiency profile of brushless AC electric motors reduces mechanical parts by up to 40%, drastically dropping local ramp maintenance overheads.
On the safety front, integrating advanced driver-assistance systems (ADAS) is key. Current technical standards demand the deployment of IATA AHM 913-compliant anti-collision setups. These utilize laser scanners (LiDAR) and ultrasonic proximity sensors. They actively reduce the vehicle's speed to a crawl as it approaches the aircraft fuselage. If the operator fails to react, automatic braking intervenes to stop the conveyor inches from the skin. This technology preserves structure integrity, protects critical baggage handlers, and shields airports from expensive hull damage claims.
China has established itself as the global epicenter for advanced GSE manufacturing. Thanks to integration within domestic industrial supply chains, Chinese factories offer an exceptional cost-to-performance ratio. This production capability does not compromise on strict global regulatory compliance. Chinese facilities handle precision engineering, metallurgy, and high-frequency electronic assembly. This enables quick customization options for global clients while guaranteeing rapid parts supply through centralized logistics hubs near key global shipping lanes.
Combining world-class production capabilities with customer-centric service structures for robust airport ground operations.
Continuous R&D cycles integrate the latest advancements in electric propulsion, CAN-bus control systems, and robust structural alloys.
Our aviation ground machinery meets rigorous stress, fatigue, and load-limit simulations to ensure reliability on the tarmac.
Our optimized supply chains and stock controls ensure rapid lead times, and we offer robust support during shipping challenges.
We provide remote diagnostic support, on-site technical training, and global spare parts distribution to keep your fleet running.
We offer comprehensive OEM and ODM solutions to meet specific fleet configurations, environmental requirements, and regional safety mandates. From initial design drafts to final factory testing and international certifications, we manage the entire project lifecycle. This helps streamline your procurement processes, reduce costs, and ensure your equipment fits seamlessly into your operations.
Operating ground support equipment within international airfields requires strict adherence to global safety and technical standards. Every machine leaving our production facility undergoes rigorous verification tests to ensure compliance with the target market's regulatory frameworks. For shipments to the European Economic Area, all systems carry full CE certification, including compliance with Machinery Directive 2006/42/EC and electromagnetic compatibility standards.
In the Americas, our equipment is aligned with OSHA safety guidelines and SAE Aerospace Recommended Practices (ARP). Our core designs are built in accordance with the International Air Transport Association (IATA) Airport Handling Manual (AHM), specifically chapters AHM 910 (Basic Requirements for GSE), AHM 913 (Fuselage Collision Avoidance System), and AHM 921 (Functional Specifications for Conveyor Belt Loaders). We also offer localization support, translating system manuals into target languages, configuring localized controller interfaces, and ensuring compliance with regional electrical codes (including standard CCS1, CCS2, or custom localized charging configurations).
Our localized service network helps ease the burden of international fleet management. We partner with local ground maintenance hubs to ensure quick access to replacement components. This helps minimize downtime and ensures critical parts like hydraulic valves, relays, and drive belts can be delivered directly to the airfield in hours, not weeks.
Stay informed on the latest technologies, safety standards, and operational trends in the ground support equipment sector.

An in-depth review of passenger boarding stairs design, structural integrity, and the safety mechanisms required to protect travelers during boarding and deplaning operations.

Analyzing how energy storage batteries in towable GPUs are transforming tarmac power systems, reducing carbon footprints, and lowering operational costs.

A comprehensive look at the role of GPUs in modern pre-flight preparation, system checks, and passenger boarding, and how they help eliminate unnecessary aircraft engine idling.
Find answers to common questions about our airport ground support equipment, technical standards, and customization capabilities.
Our towable conveyor belts are engineered and tested in accordance with international aviation standards. This includes full compliance with IATA AHM 910, AHM 913 (Fuselage Collision Avoidance), and AHM 921 specifications. For European shipments, we provide CE certificates, machinery directives, and electromagnetic compatibility compliance verification.
Yes. Our electric ground support equipment can be customized with dynamic thermal management systems. This includes heating blankets for battery cells in cold-climate regions (down to -40°C) and active liquid-cooling heat exchangers for high-temperature desert environments (up to +55°C) to prevent thermal degradation.
Yes, we specialize in OEM/ODM services. We can configure custom chassis dimensions, specialized hydraulic layouts, alternative tow-bar connections, specific battery chemistries, and custom cabin styles. We also match your fleet's exact branding and color requirements.
The system uses ultrasonic and LiDAR sensor arrays mounted on the front bumper and boom-end. As the loader approaches the aircraft fuselage, the sensors detect the distance. They automatically slow the drive motor at predefined zones and initiate an automatic stop before physical contact occurs, protecting the aircraft skin from damage.
Standard equipment manufacturing typically takes 30 to 45 days from order confirmation to final factory gate release. Custom OEM configurations may require 60 to 75 days. Shipping times vary depending on the destination port, but we provide complete tracking and export clearance support for smooth delivery.
High-reliability towing systems, ground power units, dollies, and lavatory service trucks built to maintain consistent turnaround efficiency.

Designed for heavy cargo operations, featuring a reinforced steel deck and multi-directional container rollers.
Learn More
A customizable ground handling tractor engineered for smooth throttle controls and heavy load pulls on high-frequency runways.
Learn More
High-capacity refueler with advanced filtration, pressure management, and flow rate sensors built for regional airlines.
Learn More
A zero-emission electric towing vehicle with a high-drawbar pull capacity designed to transport large baggage trains.
Learn More
A specialized medical lift truck providing safe, comfortable, and efficient boarding for passengers with reduced mobility (PRM).
Learn More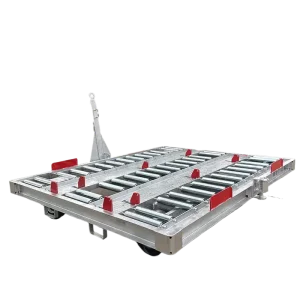
A standard 7-ton capacity dolly built with zinc-plated steel rollers and a durable dual-action mechanical braking assembly.
Learn More
A lightweight container chassis engineered to simplify ramp operations and speed up narrow-body turnaround schedules.
Learn More
A zero-emission potable water cart featuring clean electric pumps and high-grade stainless steel tanks.
Learn MoreOur mission is to help our customers succeed by delivering reliable aviation ground support equipment that creates long-term value.
