High-performance fleet solutions engineered for flight line efficiency and safety compliance.







An authoritative analysis of green ground support systems and next-generation electrification engineering.
Global aviation authorities, under IATA's net-zero carbon directive by 2050, are pushing airports to replace traditional internal combustion engine (ICE) ground support equipment with pure-electric drivetrains. Self-propelled electric conveyor belt loaders represent a critical component in this transition, significantly reducing direct ramp emissions and aligning with global ESG standards.
Modern electric GSE demands high power density, reliability in extreme temperature ranges (-20°C to +50°C), and fast charging turnaround times. The implementation of modular LFP battery packs with integrated active liquid cooling ensures thermal stability, long cycle life (exceeding 3,000 deep charge-discharge cycles), and optimal safety during continuous ramp operations.
Conforming with the strict provisions of IATA AHM 913, today's electric belt conveyors are engineered with smart radar, ultrasound sensing, and LiDAR technologies. These integration-ready platforms enforce automatic deceleration and positive stop buffers prior to making contact with the aircraft fuselage, eliminating costly aircraft skin damage and structural hull strikes.
The aviation industry is navigating a decisive transformation. While diesel-powered ground service equipment has historically dominated aprons worldwide, high maintenance overheads, fuel price volatility, and regulatory compliance pressures have eroded their economic feasibility. Forward-thinking procurement managers are calculating the Total Cost of Ownership over an 8 to 10-year equipment lifecycle.
Electric conveyor belt loaders deliver unprecedented ROI. By eliminating mechanical gearboxes, complex fuel injection units, and traditional hydraulic wear parts, maintenance overhead is reduced by up to 60%. Combined with regenerative braking systems that capture kinetic energy to recharge onboard batteries, electrical utility power offers a significantly lower per-hour operating cost compared to fossil fuels.
Analyzing the technical specifications, fleet synchronization, and operational resilience demanded by major airlines.
Ground service operations are subject to the harshest environmental conditions. Equipment positioned in Nordic or high-altitude airports face freezing conditions that degrade battery discharge efficiency. Conversely, ramp environments in Middle Eastern regions require active thermal management to prevent battery degradation due to excessive heat. Our engineering department overcomes these limitations by integrating thermodynamic battery wraps and intelligent BMS sensors that monitor temperature profiles in real time.
Airlines and cargo hubs cannot afford downtime during tight turnaround windows. A conveyor belt loader must deliver continuous operation across multi-shift flight schedules. The CD-BL80 self-propelled conveyor belt loader features high-efficiency fast-charging protocols (supporting dual-connector CCS Type 1/Type 2 interfaces). This allows a 30-minute top-off charge during shift changes to provide enough auxiliary power for another 4 to 6 flights, ensuring constant service readiness.
Enterprise procurement relies on data-driven fleet logistics. Our electric loaders utilize CAN-bus architecture paired with IoT telematics interfaces. This enables operators to remotely monitor state-of-charge (SoC), operational run-time, precise location, collision warnings, and predictive maintenance diagnostics. Seamless telemetry integration allows fleet controllers to coordinate dispatch schedules and preemptively isolate anomalies before they impact flight schedules.
Explore our diverse portfolio of engineered GSE solutions, serving airlines, ground handlers, and logistics providers globally.

Featuring a high-capacity chassis, integrated pumping, precision metering, filtration, self-circulation, and automatic pressure controls.
View Details →
High-volume aviation refueler with advanced electronic controls, overfill protection, and dual hose reel configurations.
View Details →
Designed for long-haul commercial aircraft refuelling, equipped with specialized safety interlocks and filtration systems.
View Details →
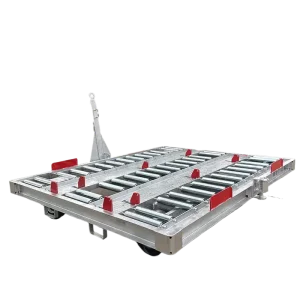
Heavy-duty transport frame with low-resistance rollers for handling standard aviation cargo pallets under extreme loads.
View Details →
Featuring a high-tensile steel frame, multi-directional steering tow bar, and robust safety brake mechanisms.
View Details →
Specially designed castle layout dolly for quick loading and transport of heavy containers and LD3/LD6 units.
View Details →
Optimized footprint for narrow-body aircraft operations, utilizing high-density steel rollers and security locking tabs.
View Details →
Built to withstand the high-impact environments of international freight hubs, offering low operational maintenance.
View Details →
Engineered for large-volume unit load devices (ULD), with 360-degree rotation features and robust chassis.
View Details →
Weatherproof protective enclosure with side curtains to shield passenger baggage during wet tarmac conditions.
View Details →
Solid-walled structural design with dual-locking doors for security and element protection on the ramp.
View Details →
Ergonomically designed manual trolleys featuring smart-braking levers and nests for high-volume public terminals.
View Details →
Provides reliable galley servicing for multiple commercial aircraft models, featuring double scissor lifting structures.
View Details →
Zero-emission hydraulic lift catering vehicle with high battery capacity and comfortable driver cab controls.
View Details →
Pre-Conditioned Air system designed for cabin temperature regulation while aircraft engines are offline.
View Details →Investigating structural integrity, mechanical specifications, and upcoming autonomous GSE developments.
Electric conveyor belts used in ground support are subject to repetitive impacts as heavy passenger luggage, commercial mail bags, and palletized boxes are loaded onto the deck. Our manufacturing processes utilize high-strength low-alloy (HSLA) structural steel (Q355B class) for the conveyor frame and main chassis. This ensures the equipment resists torsional twisting during extreme weight distribution.
The conveyor boom is driven by dual hydraulic lift cylinders configured with pilot-operated check valves. This prevents the boom from dropping in the event of an sudden hydraulic pressure loss, protecting ramp operators and aircraft cargo doors. The belt motor utilizes high-torque brushless permanent magnet synchronous technology (PMSM), which provides smooth variable-speed control (from 0.2m/s to 0.8m/s) under full payload capacity.
Exporting GSE worldwide requires meeting strict engineering regulations. Our manufacturing facilities are fully compliant with:
The future of aviation GSE is moving toward autonomous operation. Our current R&D initiatives focus on bringing Level 2 autonomous driving to the ramp. By utilizing multi-camera vision networks and RTK-GNSS positioning, future conveyor belt loaders will be capable of autonomous taxiing from staging areas to the aircraft door. The final docking procedure will use proximity sensors to align the conveyor with the cargo hold, reducing manual human intervention and docking errors.
Why global airlines, freight forwarding agencies, and military airports choose us as their partner.
Our commitment to continuous design and R&D utilizes modern scientific methods and innovative engineering to produce top-tier GSE.
High-quality engineering ensures our units stand up to demanding operational conditions, winning market recognition worldwide.
Streamlined supply chain logistics, inventory controls, and robust manufacturing facilities ensure timely project delivery.
Comprehensive parts logistics, on-site troubleshooting assistance, and lifetime technical support secure your machinery investment.
Tailored ground support vehicles configured to meet your exact airport height clearances and cargo dimensions.
Whether you require custom dimensions for aircraft belt loaders to service regional commuter flights, or unique chassis designs to meet specific weight limits, our engineering department provides comprehensive solutions.
We work closely with clients from initial concept and mechanical modeling to final production and stress testing. This collaborative process helps minimize development cycles, reduce procurement costs, and optimize fleet integration.



Clear answers to technical, logistical, and maintenance questions on electric conveyor belt systems.
Heavy duty tow units, deicers, and utility equipment engineered to optimize airport ramp logistics.







We are committed to providing reliable equipment and creating long-term value for our global customers.

Supporting ground handlers, commercial airlines, and hub terminals with reliable machinery solutions.

Providing high-quality ground service machinery engineered for performance on the modern airport tarmac.

Configuring custom equipment dimensions to fit specific narrow and wide-body commercial aircraft models.

A comprehensive catalog including belt conveyors, tow tractors, refueling systems, passenger stairs, and dollies.

Every vehicle undergoes strict load capacity, system safety, and electrical diagnostic testing before export.
Follow updates on aviation ground support technologies, international regulations, and product developments.

An overview of passenger boarding stairs design, highlighting safety engineering, wind-load ratings, and chassis options for regional and wide-body aircraft.
Read Article →
Examining how towable energy storage systems provide quiet, zero-emission electricity to parked aircraft, replacing diesel GPU solutions.
Read Article →
Ensuring an aircraft is flight-ready involves a multitude of support systems. Among the most critical components in this pre-flight preparation is the Aircraft Ground Power Unit (GPU).
Read Article →