Deploying engineered utility models certified to global civil aviation operations and IATA standards.








In the high-velocity landscape of modern aviation, the aircraft pushback tractor remains a fundamental pillar of airfield ground operations. These critical heavy-duty utility machines, categorized comprehensively as Ground Support Equipment (GSE), facilitate the movement of aircraft from terminal gates to active taxiways. The commercial relevance of vehicles within the CD-T150 range—which primarily spans intermediate-to-heavy class towing capacities—is accelerating as commercial airlines scale wide-body and narrow-body aircraft operations globally.
As international aviation shifts toward stricter environmental metrics and shorter turnaround sequences, airports are demanding ground equipment characterized by high reliability, dynamic traction control, and multi-class aircraft compatibility. The CD-T150 class fills the strategic sweet spot, serving workhorse aircraft profiles such as the Boeing 737 and Airbus A320 families, while providing sufficient reserve torque to handle larger regional wide-body configurations in challenging weather conditions.
A standard pushback tractor cannot meet the unique layout challenges of every airport. Modern safety protocols, height-restricted ramp configurations, and varied landing gear coupling demands call for sophisticated engineering adaptability. Factory custom-engineered CD-T150 pushback units offer distinct layout customizations:
Chinese GSE factories have transformed international ground handling logistics by combining scale with strict technological compliance. By anchoring production lines in key domestic industrial clusters, Chinese manufacturers leverage deep supply-chain integration. This approach translates into structural benefits for global procurement departments:
Advanced CNC machining and automated welding processes guarantee high structural integrity in the vehicle frame, ensuring optimal drawbar pull transmission and chassis durability under long-term cyclical stresses.
While European and Western builders operate on backlogs extending 12 to 18 months, our streamlined component pipelines cut delivery windows to 16-24 weeks without sacrificing customization depth.
Our equipment undergoes rigorous field-testing programs and holds certifications under CE directive standards, SGS inspections, and matches all functional requirements of IATA AHM 910, 913, and 955.
Furthermore, the cost structure of our manufacturing lines permits the inclusion of premium diagnostic hardware (e.g., CAN-bus electronics, integrated load-cells, and obstacle detection radars) as standard features, rather than high-cost line-item upgrades.
Aviation ground support equipment must operate reliably under extreme environmental conditions. The CD-T150 is designed to withstand diverse microclimates and operational stresses across the globe:
In environments such as Northern Europe, Canada, and Northeast China, standard diesel units face issues with fuel viscosity and cold-start failures. The CD-T150 can be customized with engine block pre-heaters, fuel water separators with heating coils, and winterized hydraulic oils. Combined with aircraft deicing operations, these features keep ground movements on schedule even in heavy snowfall.
Middle Eastern and African runways frequently experience temperatures exceeding 45°C. Ramps absorb solar radiation, raising operational surface temperatures. Heavy-duty cooling packages, oversized hydraulic radiators, and dust-resistant alternator casings prevent thermal shutdown during continuous towing operations.
In airports prioritizing rapid 25-minute turnarounds, towbarless variants of the CD-T150 enable the ground crew to couple and uncouple the nose gear without leaving the safety of the cabin. This feature cuts crucial minutes off taxi-out preparations while reducing ramp traffic risk.
Preserving our specialized machinery lineup engineered for line maintenance, refueling, cargo handling, and regional airport operations.

Chassis-integrated tank refueler utilizing automated filtration, precise metering, self-circulation, and safety pressure controls.

Heavy-duty tank chassis built for large fuel capacity delivery, incorporating advanced emergency cutoff systems.

Reliable fuel transfer platform supporting rapid refuel rates with ISO-certified pump assemblies.

Heavy-duty steel dolly platforms designed for warehouse container positioning and runway transfer.
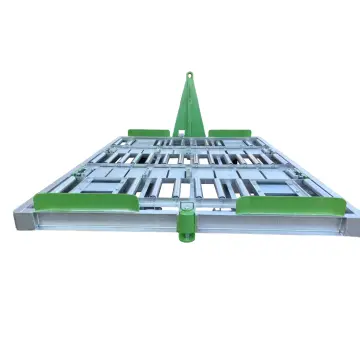
Standard airport container transportation trailer constructed with anti-corrosion hot-dip galvanized coating.

7-Ton loading capacity with heavy-duty caster orientations for high maneuverability across active runways.

Custom-engineered to safely lock standard ULD configurations during transit across taxing segments.

Designed for heavy cargo loads, featuring integrated mechanical locks and an automatic parking brake.

Configured for wide cargo profiles, optimized for stability under crosswind ramp operations.

Features enclosing sliding panels to protect passenger baggage from rain, wind, and industrial debris.

Built with robust side-locking doors to safeguard cargo on long, multi-point airport routes.

Heavy-duty baggage cart built for daily transport needs, featuring an reinforced towbar system.

Hydraulic scissor-lift structure designed for servicing narrowbody and widebody passenger cabins.

Zero-emissions catering lift system designed to lower environmental footprint at the terminal gate.

Reliable hydraulic lifting frame with insulated body for food safety and steady handling.

Supplies clean heated air to cabins during cold-weather gate stops, protecting onboard instruments.

Pre-Conditioned Air system providing efficient climate control inside stationary aircraft cabins.

Compact, towable aircraft cabin heater utilizing high-efficiency heat exchangers.

Self-propelled, electric passenger stair truck with smart sensors to ensure safe aircraft alignment.

Diesel-engine boarding stair truck with hydraulic extensions, serving regional and mainline aircraft.

Precision-control telescope steps with anti-slip surfaces, satisfying international safety requirements.

Zero-emission battery-powered ground power unit providing stable 400Hz electricity for parked aircraft.

High-reliability diesel-powered generator supplying constant voltage and frequency controls.

Solid-state frequency converter designed for bridge installations, converting regional grid power to 400Hz.

High-delivery air start unit designed to start jet engines by supplying dry compressed air.

Mid-capacity air starter trailer utilizing robust scroll compressor configurations.

Heavy-duty air start cart engineered to support large aircraft turbine startup profiles.

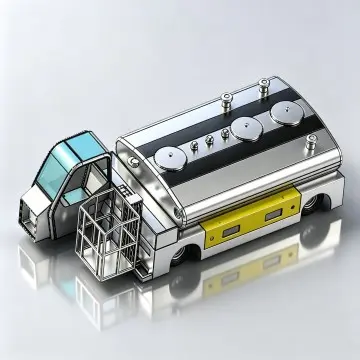
High-drawbar-pull tractor designed for pushing back and towing wide-body passenger liners.

Medium-class workhorse tow vehicle providing excellent traction on snow, ice, or wet ramps.

Compact, highly maneuverable tug designed for narrow-body fleets and regional jet lines.

Electric baggage tractor featuring regenerable braking systems and maintenance-free battery setups.

Heavy duty baggage and cargo tug built to pull multi-cart container trains on long airport routes.

Zero-emission high-traction towing tractor designed to pull dense cargo pallets on short headways.

Constructed with anti-leak stainless steel waste tanks and high-pressure chemical wash systems.

Features food-grade stainless steel tanks and high-efficiency electric pumps for clean water distribution.
Electric chassis variant providing quiet, emission-free waste handling services at passenger gates.

Intermediate cargo loader featuring dual platform lifts for loading widebody main-decks.

Heavy lift capacity cargo loader designed to safely handle freight loading for large aircraft.

7-Ton container loader utilizing responsive hydraulic controls for cargo deck matching.

Specifically designed hydraulic cabin for safe boarding support of passengers with reduced mobility.

Equipped with rear tail-lifts, safety handrails, and climate-controlled medical cabins matching international PRM standards.
For fleet procurement managers, purchasing airport tractors involves looking beyond the initial acquisition price. Assessing the total cost of ownership (TCO) involves examining operational parameters over an estimated 10-to-15-year service life:
We work closely with global airlines, ground handlers, and logistics firms to customize units for their operations. Our comprehensive design process covers initial CAD analysis, physical prototype testing, and final ramp trials. We deliver custom solutions that address specific local challenges, including tight gate turnarounds and specialized nose gear requirements.
Our company prioritizes advanced research and development, utilizing innovative technologies to optimize structural durability, implement electronic torque vectoring, and integrate smart safety controls.
Our ground support equipment meets international aviation regulations, earning trust across airport ramp settings and building a reputation for reliable performance under heavy workloads.
By optimizing our supply chain management, inventory tracking, and ocean freight logistics, we maintain reliable production schedules and respond quickly to urgent order requirements.
Our after-sales network provides responsive technical support, on-site ramp training, and rapid spare parts shipping to maximize your fleet's operational uptime and extend service life.
We manufacture ground support equipment tailored to your specific fleet operations. From design drafts and material selection through hydraulic calibration and certifications, our integrated production lines handle every stage of build-out.
Whether you require minor adjustments to a towing tractor cabin or a custom design for a new electric ground power unit, our engineering team delivers units designed to keep your operations running smoothly.
Collaborating with airlines, logistics companies, and airport authorities worldwide to build robust ground operations.

Our services support airlines and logistics companies by providing reliable aviation ground equipment designed to meet diverse operational needs. We ensure consistent quality control and on-time delivery across our entire product range.
 Supplying diverse aviation ground equipment
Supplying diverse aviation ground equipment
 Serving commercial airlines and cargo hubs
Serving commercial airlines and cargo hubs
 Providing comprehensive product selection
Providing comprehensive product selection
 Consistent quality control and schedule planning
Consistent quality control and schedule planning
The ground handling industry is evolving quickly, driven by sustainability goals and technological advancements. Key industry trends shaping the design of future pushback tractors include:
Airports are increasingly adopting electric ground support equipment (eGSE) to lower carbon footprints. Lithium-iron-phosphate (LFP) batteries operating on high-voltage setups (typically 300V to 600V) provide the rapid charging speeds and thermal stability needed for intensive shift work.
While fully autonomous operations remain in testing, advanced driver-assistance systems (ADAS) are now standard requirements. Automated path tracking, LIDAR collision prevention, and alignment guidance help prevent accidental contact with the aircraft hull, protecting valuable fleet assets.
Modern tractors function as connected nodes within the airport ecosystem. Real-time data sharing via 5G networks allows dispatch teams to monitor fuel/battery levels, location, and load metrics, enabling proactive scheduling and minimizing ramp delays.
Answers to key questions regarding specifications, customization options, and procurement logistics.
Stay informed about safety updates, market trends, and technological developments in ground support equipment.

An overview of safety standards, structural requirements, and design trends for mobile passenger stairs.

Reviewing how battery-powered ground generators help airports reduce emissions at the passenger gate.

A guide to the electrical support systems required to keep aircraft instruments powered during ground stops.
Additional equipment configurations to support ramp operations and fleet maintenance schedules.